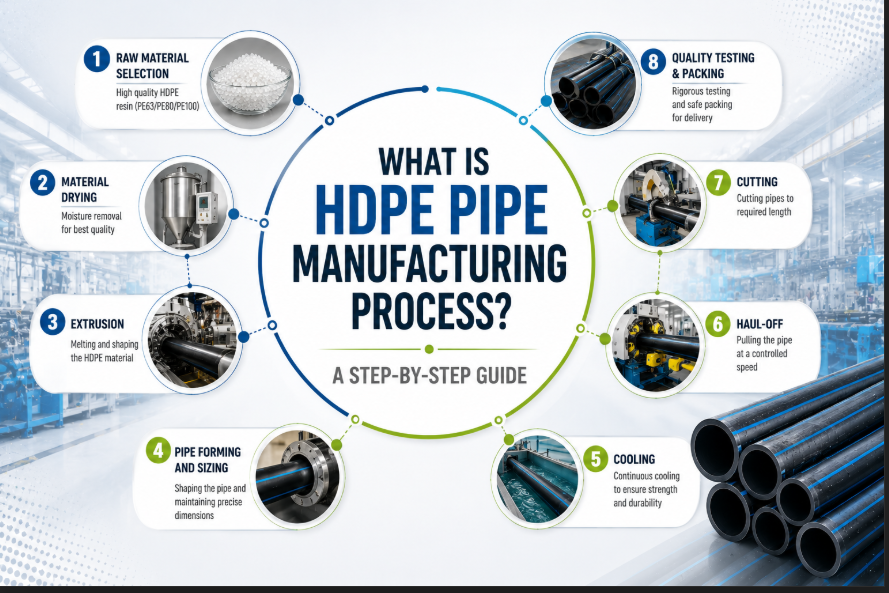
Every HDPE pipe that goes underground — carrying drinking water under a Jal Jeevan Mission scheme, protecting optical fibre for BharatNet, or draining a highway — starts as a handful of polymer granules. The manufacturing process that transforms those granules into a certified, dimensionally accurate pipe is a tightly controlled sequence of eight stages.
Understanding this process helps project engineers, procurement teams, and contractors verify manufacturer quality — and explains why pipe from a BIS-certified, ISO 9001-certified facility performs fundamentally differently from uncertified product.
Stage 1 — Raw Material Selection and Preparation
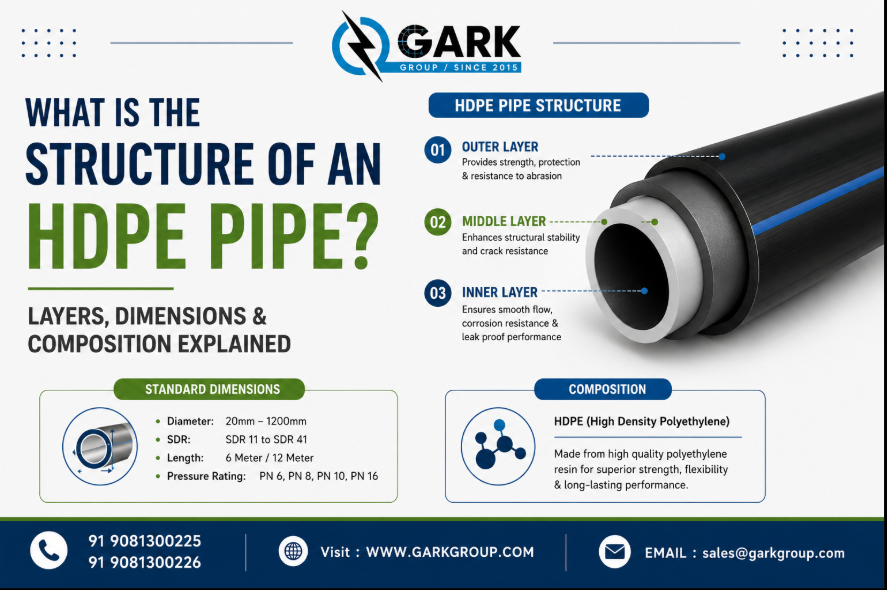
Everything begins with the resin. HDPE pipes start with PE100 or PE80 raw polymer granules, with UV stabilisers and additives mixed in to ensure long-term durability and crack resistance.
The grade matters critically. PE100 (MRS 10.0 MPa) and PE80 (MRS 8.0 MPa) are the two primary grades under IS 4984:2016. Both must come from virgin-grade compound — resin that has never been processed before. Recycled or off-spec resin cannot guarantee the molecular weight distribution, long-term hydrostatic strength, or chemical purity that IS 4984 requires.
Critical material properties such as Melt Flow Index (MFI), Oxidative Induction Time (OIT), and Carbon Black Content and Dispersion significantly influence pipe durability. These are verified at the incoming raw material stage by responsible manufacturers before production begins.
Gark Polyplast uses 100% virgin-grade PE63, PE80, and PE100 compound across all product lines — the foundation of IS 4984:2016 BIS/ISI mark compliance.
Stage 2 — Extrusion: The Core Manufacturing Step
The resin pellets are fed into a hopper and conveyed to an extruder for melting and shaping. In the extrusion process, the molten HDPE material is forced through a die to form the desired pipe shape and size.
The material is fed into a screw extruder where it is heated to approximately 210–260°C, melted, and homogenised into a uniform plastic mass. The screw geometry controls melt homogeneity — inconsistent melt temperature or pressure creates internal stresses in the pipe wall that reduce long-term hydrostatic strength and promote slow crack growth.
Extrusion parameters — barrel temperature, melt pressure, and screw and haul-off speed — directly affect pipe integrity. These parameters are continuously monitored and controlled in precision manufacturing facilities against documented process specifications.
Stage 3 — Pipe Die Forming
The homogenised molten HDPE passes through a precision annular die that shapes the pipe’s cross-section — defining the outer diameter and wall thickness relationship that determines the pipe’s SDR class. The die geometry is matched to the target SDR and nominal diameter.
For a deeper understanding of how SDR governs pressure rating, our guide What is SDR in HDPE Pipes? explains the complete specification system.
Stage 4 — Vacuum Calibration
The production process includes vacuum calibration after die forming. The hot pipe exiting the die enters a vacuum calibration tank — a precisely sized water-cooled sleeve held under vacuum. The vacuum pressure holds the outer surface of the pipe against the calibration sleeve as it cools, locking the outer diameter to its exact specification.
This is the stage that produces the dimensional consistency — wall thickness to ±tolerance, OD to IS 4984 limits — that distinguishes precision-extruded pipe from low-quality product.
Stage 5 — Water Cooling
Right after extrusion, the hot pipe enters a cooling system, usually a water bath. Cooling quickly solidifies the pipe and locks its shape. The cooling rate is controlled to prevent residual stress from uneven thermal contraction.
Pipe cooled too rapidly develops internal stress that can initiate cracking under sustained pressure loading; pipe cooled too slowly loses dimensional stability.
Stage 6 — Haul-Off and Cutting
The cooled pipe exits the water bath and enters a haul-off unit — a caterpillar-track mechanism that pulls the pipe at a controlled, constant speed matched to the extrusion rate. Haul-off speed directly controls wall thickness: faster haul-off produces a thinner wall; slower produces a thicker wall.
Maintaining constant haul-off speed is essential for dimensional consistency along the full pipe length.
The production line concludes with cutting to length. Automated saw cutters or rotary cutters produce clean, square-cut ends at the specified pipe lengths — standard 6m lengths for pressure and DWC pipes, or coil winding for smaller diameters.
Stage 7 — Pipe Marking
Every IS 4984:2016 certified pipe must carry permanent, legible marking: manufacturer name, OD, SDR, PE grade, PN class, IS standard reference, BIS licence number, and production date/batch. This marking is applied by continuous inkjet printing on the outer surface during production.
It enables complete traceability from the installed pipe back to the specific production batch and raw material lot — a requirement for government project quality audits and BIS surveillance inspections.
Stage 8 — In-House Quality Testing
Online dimensional monitoring uses real-time laser and ultrasonic tools to check OD and wall thickness as the pipe cools. Beyond online monitoring, samples from each batch undergo strict quality testing — tensile strength, flexibility, resistance to chemicals and extreme temperatures — confirming that pipes meet or exceed industry requirements. Only pipes that fully comply proceed to the market.
For IS 4984:2016 compliance, the mandatory tests per batch include:
Hydrostatic pressure test — sustained internal pressure at 80°C for the required duration per IS 4984, verifying long-term creep resistance under pressure. Melt Flow Rate (MFR) — confirms the polymer’s molecular weight consistency matches the specified PE grade. Wall thickness and OD measurement — confirms SDR compliance to IS 4984 dimensional tolerances. Ovality — confirms the cross-section remains circular within the standard’s permissible deviation. Carbon black content — for black pipe, confirms 2.0–2.5% carbon black content for UV stabilisation.
At Gark Polyplast’s Palanpur facility, every production batch passes this in-house test protocol before dispatch. No batch is released on visual inspection alone. This in-house quality discipline is what ISO 9001:2015 certification requires — documented, traceable, process-controlled quality at every stage.
Why Manufacturing Process Determines Pipe Performance
The global HDPE pipe market, valued at USD 22.0 billion in 2025 and projected to reach USD 30.9 billion by 2034 at CAGR 3.88%, is growing because HDPE pipe performs. But it only performs when manufactured correctly. Even minor lapses in raw materials, manufacturing parameters, or quality control can result in reduced mechanical strength, premature failure through brittle fracture or slow crack growth, inability to meet pressure ratings, and shortened service life.
This is why BIS/ISI mark certification under IS 4984:2016 — which requires NABL-accredited laboratory testing and BIS factory inspection — is the non-negotiable procurement criterion for any HDPE pipe entering India’s infrastructure. It is the only independent verification that the manufacturing process described above was actually followed.
 +91 9081300225 | +91 9081300226
+91 9081300225 | +91 9081300226 Sales@garkgroup.com | garkpolyplast@gmail.com
Sales@garkgroup.com | garkpolyplast@gmail.com www.garkgroup.com
www.garkgroup.com Gark Industrial Park, Kotda-Pirojpura Road, Palanpur, Gujarat 385010
Gark Industrial Park, Kotda-Pirojpura Road, Palanpur, Gujarat 385010